

如何解决糊盒机皮带跑偏问题?
在印刷包装行业糊盒机使用中,皮带是不可缺少的配件,在使用过程中皮带跑偏的现象也是不可避免的。那么如何解决糊盒机皮带跑偏问题呢?接下来永航小编就这个问题提出以下见解,希望可以帮助大家!
糊盒机皮带跑偏的原因有很多种,其主要原因是安装精度低和日常的维护保养差,跑偏时常检查的部位和处理方法有:
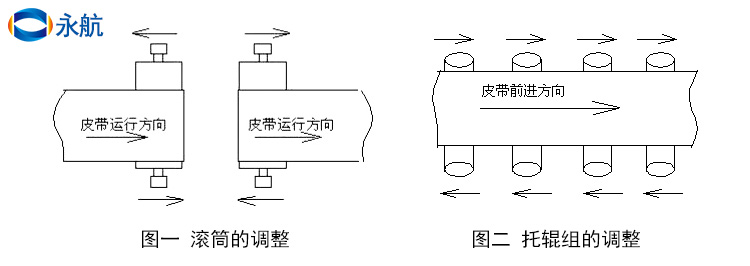
1、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移。若向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
2、检查产品在糊盒机皮带上的位置。产品在横断面上不居中,将导致跑偏。如果产品偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让产品居中。为减少或避免此类跑偏可增加挡板,改变产品的方向和位置。
3、检查托辊横向中心线与输送机网带纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是偏向哪一侧,托辊组的哪一侧向前进的方向前移,或另外一侧后移。
>>>点击“糊盒机皮带”了解您的专属产品!
永航传动带公司十年来一直专注加胶传动带研发及生产,如有需要欢迎在线咨询!我们
提供免费的样品和技术指导!文章版权所有:永航传动带公司,转载请注明出处,谢谢合作!
-
05-09
永航科普-食品加工中防细菌生长的输送带设计要点
维护产品安全、防止污染,是食品加工行业的核心使命,不仅直接关系到消费者身体健康,更决定着企业的品牌声誉与长远发展。据统计,每年有数百万人受食源性疾病困扰,而昂贵的产品召回事件更是会严重损害品牌完整性,因此,制造商必须将能积极抵抗细菌生长的输送系统置于优先位置。在食品加工过程中,输送带作
-
04-30
永航传动带-2026 关于劳动节放假通知
根据国家法定节假日安排,结合永航传动带实际工作情况,现将 2026 年五一劳动节放假安排通知如下:放假时间:5 月 1 日(周五)至 5 月 3 日(周日)放假,共 3 天,无调休安排。5 月 4 日(周一)正常上班。
-
04-24
永航科普-橡胶同步带 vs 聚氨酯(PU/TPU/CPU)同步带
一、材质区别 橡胶同步带:主体原材料为合成橡胶。 聚氨酯同步带:主体为聚氨酯材料,分TPU 热塑性聚氨酯、CPU 浇注聚氨酯两大类。二、硬度差异 橡胶同步带:质地偏软,邵氏硬度约65 度,柔韧性、弯曲性更好。 聚氨酯同步带:硬度偏高,常规同步带邵氏
-
04-18
永航科普-重新定义玻璃加工清扫新标准打砂机毛刷皮带
随着玻璃加工行业的不断升级,对设备配件的品质、效率要求也不断提高,传统清扫皮带的诸多弊端,已难以满足现代生产的需求。为此立足行业痛点,依托技术创新,推出打砂机毛刷皮带,重新定义玻璃加工清扫新标准。 打砂机毛刷皮带创新采用模具一体硫化成